纸箱厂如何通过自动换辊提升瓦线效率
作者:Admin 人气:2558发表时间:2017-10-18
【背景】单面机(Single Facer)是瓦线的心脏,瓦楞辊是单面机的核心。换辊快慢成为单面机以及瓦线能否实现较高生产效率的关键。
自动换辊提升瓦线效率
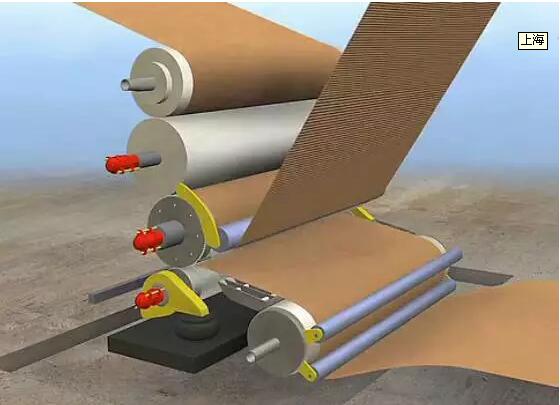
在一台单面机中,其中有5个辊是其非常重要的部件。它们分别是:上瓦楞辊、下瓦楞辊、涂胶辊、刮胶辊和压力辊。
瓦楞纸通过上下两个瓦楞辊的挤压被加工成瓦楞芯纸,涂胶辊把胶糊传送到瓦楞尖端,刮胶辊去除上胶辊上多余的胶糊留下一层厚度合适的胶膜,压力辊主要功能是把面纸和芯纸贴合在一起,形成单层瓦楞纸板。
由于订单不同,楞型要求不同,换辊是瓦纸纸板生产过程中的不可或缺环节。尤其是当纸板纸箱厂的订单量很大,而且生产涉及的规格众多时,要求更换瓦楞辊占用更少的时间。
以使用一条五层瓦楞纸板生产线生产五层瓦楞纸箱为例:A用户企业要求纸箱为AB楞,B用户企业要求纸箱为AC楞;当生产线完成了A客户的订单,生产B客户的订单时,就必须进行瓦楞辊的更换。而往往这样的一个换辊举动,纸箱厂耗费在停机上的时间少则几十分钟,多则1个小时。
为了缩短换辊时间,业界人士作出了不同的尝试,并在设备和工艺上取得了卓有成效的进展。据了解,目前行业中单面机常见的快速换辊方式有以下几种:
卡匣式快速换辊单面机的瓦楞辊安装在一个移动式装配间,可快速地取出、替换和锁定在需要的位置。这至少需要一个或两个操作员把瓦楞辊从单面机里取出拿到“停泊区”,然后把新的瓦楞辊放在单面机里,最后输送纸板。瓦楞辊可在“停泊区”预先用蒸汽加热,但是通常在能正常运转之前,瓦楞辊在单面机里仍需闲置几分钟,等待蒸汽稳定。从停止前一个操作到下一个操作达到正常加工速度需要的平均时间为15分钟左右。
双楞型单面机有两套瓦楞辊。从一套瓦楞辊切换到另外一套只需操作员操作按钮即可,几乎不需要操作员手工介入。这种机器比卡匣式单面机造成的磨损少,切换时间在5分钟内,因为在切换前,闲置辊就在旋转和预热。
组合多楞型单面机就是在双楞型单面机的基础上,能够把两套及以上常用瓦楞辊之中的任何一套插入单面机,能实现快速切换常用的瓦楞辊,又可加工成多种楞型。
优缺点比较
传统整体式
负压瓦楞辊采用传统的整体式结构,换辊时间可以得到节省。
抽屉式1
采用抽屉式快换,但是由于材料和研发能力的落后,不能提前预热以及接头设计不合理等因素,导致换辊时间达15钟左右。
抽屉式2
正规的快换结构,有提前预热功能以及快拔蒸汽接头,换辊时间达8分钟。要注意拔插之前充分排掉蒸汽。
多头瓦楞辊
在一个单面机内,有2组或者2组以上的瓦楞辊,换辊时只要进行旋转,就可以达到换辊的目的。换辊时间大概需要5分钟。